 400-868-1122
400-868-1122
 根云-工業(yè)趨勢分析
根云-工業(yè)趨勢分析

 返回
返回
引言
若將消費互聯(lián)網(wǎng)與工業(yè)互聯(lián)網(wǎng)相比較,消費互聯(lián)網(wǎng)就好似一片寬度為1000米、深度僅有1米的水域,而工業(yè)互聯(lián)網(wǎng)則類似于寬度有1000米、深達10000米的海域。消費互聯(lián)網(wǎng)因為被限制了深度,便只能在淺顯的焦慮中創(chuàng)造出一種消費趨勢。相較之下,工業(yè)互聯(lián)網(wǎng)的運行則需要更深的“海溝”,工藝智能化就像這“深邃海溝”內的一艘潛艇,它的每一個數(shù)據(jù)都需經(jīng)過精心的設計和采集,且準確性必須達到100%,才能在海域中按計劃航行。
工藝專題系列將為大家深入闡述每一艘“工藝潛艇”的智能化航行實踐道路,今日我們將聚焦于折彎工藝智能化。
1、折彎工藝是什么?
折彎工藝是一種金屬加工技術,廣泛應用于離散制造業(yè)領域。早期人們利用簡單的工具和方法,對金屬板材進行彎曲和折合的操作。隨著工業(yè)革命的到來,特別是各類機器和設備的引入,折彎工藝得以進一步發(fā)展和普及。
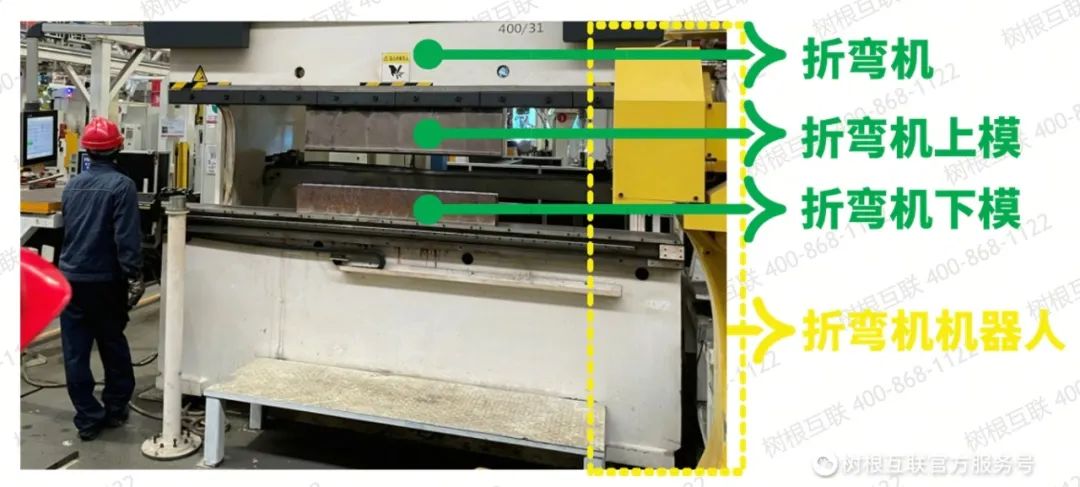
現(xiàn)代的折彎工藝已經(jīng)進入了自動化、數(shù)字化和智能化的階段,金屬板材借助于折彎機、折彎模具、折彎機器人等,通過一系列的折彎和彎曲操作,使其形成各種形狀和結構,為滿足復雜需求提供了可能性。
折彎工藝常見的工業(yè)制造領域應用場景如下:
(1)電子行業(yè):
例如在電腦、電視、音響等電子設備的生產(chǎn)過程中,許多外殼和支撐結構需要通過折彎工藝來制作;
(2)航空航天行業(yè):
飛機、火箭的各種殼體部件、高精度的內部構造件等都會用到折彎工藝;
(3)汽車制造業(yè):
采用折彎工藝制作各種汽車部件,如車身、車門、車頂、引擎罩等;
(4)機械制造:
許多金屬零件需要通過折彎工藝來制造出不同形狀和尺寸;
(5)能源行業(yè):
如風力發(fā)電和太陽能電池板制程中,折彎工藝在金屬框架的制作上發(fā)揮重要作用。
除以上所述的應用之外,還有許多其他行業(yè)也會使用到折彎工藝,如石油、化工、造船、軍工等行業(yè)。
2、折彎工藝面臨的挑戰(zhàn)
2.1 折彎回彈的知識經(jīng)驗不足
折彎工藝中的主要挑戰(zhàn)在于折彎回彈問題。針對同一規(guī)格和型號的板材(如:均為10mm厚的Q345B鋼板),盡管來源可能不同,即不同廠家或者同一廠家不同批次的板材,其回彈角度仍存在差異。
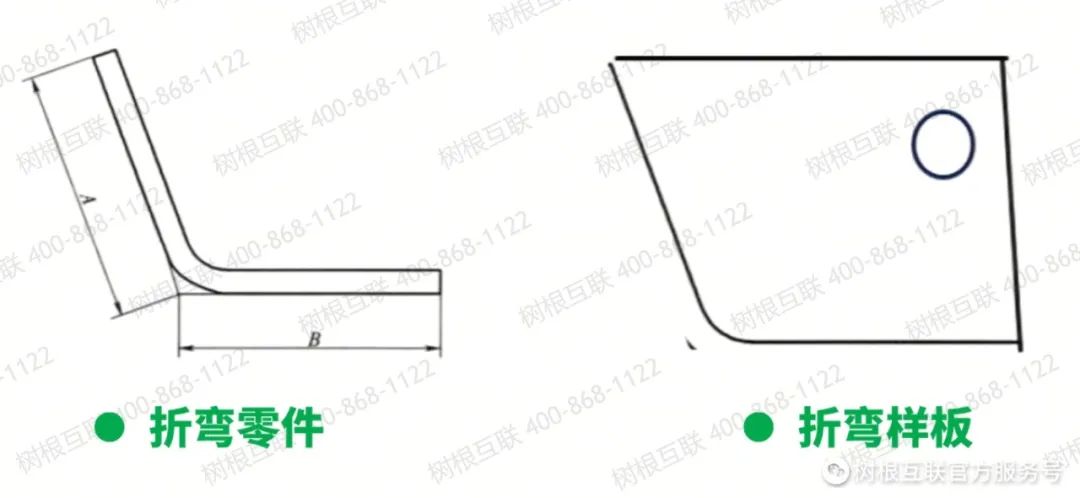
為確保折彎精度,常見的做法是根據(jù)折彎件的工藝要求制作相應的折彎樣板(如下圖所示),并在每次板材完成折彎后,將零件置于工作臺用樣板進行回彈角度測量。然后根據(jù)測量結果,操作人員需要依靠他們的經(jīng)驗對折彎機的程序進行調整和返工。
這個環(huán)節(jié)中,操作人員的經(jīng)驗至關重要,甚至可以說是一種不輕易傳授的“絕技”。這些操作與調整的"knowhow"(知識經(jīng)驗)都存在于操作人員的大腦中。新入職或經(jīng)驗不足的員工常在折彎返工時產(chǎn)生問題,如力道不足或過大。
若壓過度導致折彎角度過小,可能需要將零件翻轉后重新壓制,這種情況將大幅降低工作效率并可能產(chǎn)生質量問題。據(jù)統(tǒng)計,折彎工藝在設備有效作業(yè)率上,達到35%就可視作良好,有些甚至只能達到15%左右。因此,折彎工藝中的"knowhow"(知識經(jīng)驗)問題已經(jīng)成為一種行業(yè)痛點。
2.2 折彎定位的限制不足
除此之外,折彎過程中還需要人工調整折彎機的后定位系統(tǒng)。有時,操作人員可能出于避免麻煩而忽略對后定位設備的調整,而是采用劃線的方式確定折彎線。由于缺少定位的限制,這種做法經(jīng)常導致折彎線的偏移,進而嚴重影響了產(chǎn)品的質量和后續(xù)工序的流程。
正常情況下,折彎一次的合格率通常只有50%至60%;而在較差的情況下,這一比率低至30%。加上折彎工藝的執(zhí)行情況常常難以進行監(jiān)控,這給后續(xù)的組焊和裝配工序無疑增加許多困難與挑戰(zhàn)。
3.1 折彎工藝的“假智能化”
在工業(yè)互聯(lián)網(wǎng)領域中,我們經(jīng)常可以看到一些“假智能化”的現(xiàn)象。例如,有些公司可能通過購置一臺數(shù)控設備、一臺機器人和數(shù)據(jù)采集系統(tǒng),就以為實現(xiàn)了“智能化”,殊不知這并不能等同于真正的智能化。如果一個系統(tǒng)未能達到自適應和自決策的程度,將其稱之為“智能化”相當于一種誤導。因為一個系統(tǒng)僅僅集結了一些高科技裝備,卻并未能通過先進的技術手段解決核心的工藝痛點,那么所謂的“智能化”也只是名不副實。只有當系統(tǒng)成功解決了核心工藝痛點,才能真正地實現(xiàn)智能化。
3.2 三一重工折彎智能化實踐解讀
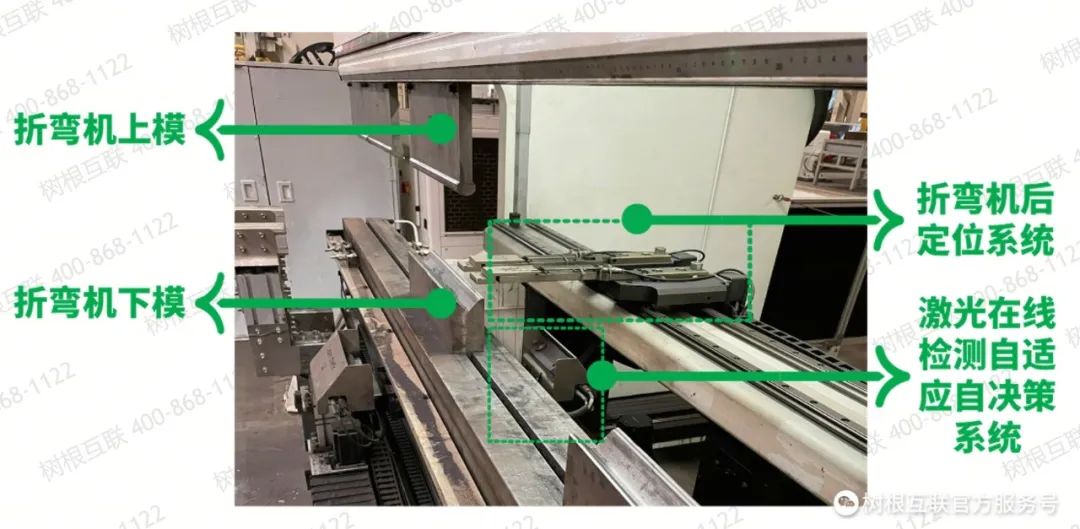
以三一重工的折彎智能化應用為例,其解決方案針對三個核心的工藝問題:
(1)智能后定位系統(tǒng):
無需人工調整折彎機后定位,該系統(tǒng)能根據(jù)工藝要求自行調整定位,從而避免折彎線的偏移而影響產(chǎn)品彎折質量;
(2)機器人隨動系統(tǒng):
該系統(tǒng)使得機器人能隨著零件的折彎過程同步進行動作,優(yōu)化整個工藝流程,提高設備生產(chǎn)效率;
(3)在線檢測及折彎機反向控制系統(tǒng):
通過在線檢測實時采集加工件信息,工業(yè)互聯(lián)網(wǎng)通過采集回彈數(shù)據(jù),經(jīng)過模型和算法運算后,系統(tǒng)自主決策需要使用什么樣的工藝參數(shù)進行修正,并直接通過系統(tǒng)反向控制折彎機進行返工。如果一次折彎未達到標準,系統(tǒng)將自主決策再行折彎直至尺寸合格,這樣大大提高了工作效率和產(chǎn)品質量。
針對以上問題的技術路線如下:
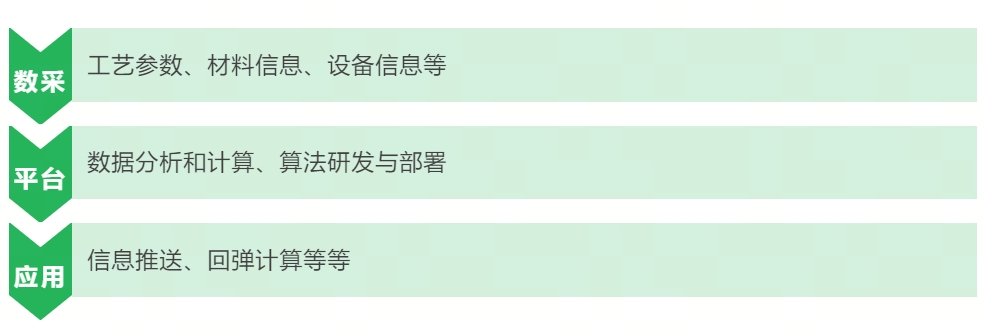
1、其中,在進行折彎工藝智能化過程中,需要采集的數(shù)據(jù)類型主要包括以下幾類:
(1)工藝參數(shù):
如彎曲角度、彎曲長度、彎曲力度、彎曲速度、彎曲次數(shù)等;
(2)材料信息:
如材料類型、厚度、硬度、強度、彈性模量等;
(3)設備信息:
如機器狀態(tài)(包括精度、穩(wěn)定性等)、設備環(huán)境(如溫度、濕度)等;
(4)質量數(shù)據(jù):
需要收集折彎后產(chǎn)品的質量數(shù)據(jù),如準確性、錯誤類型和數(shù)量等,以利于進行質量預測和改進;
(5)工時數(shù)據(jù):
需要收集工人的工作時間、設備運行時間等,以便進行效率分析和改進。
這些數(shù)據(jù)可以用于建立一種或多種算法模型,如預測模型、優(yōu)化模型,進而實現(xiàn)智能化的生產(chǎn)調度,質量控制,生產(chǎn)效率提高等。對折彎工藝的數(shù)據(jù)收集和分析能夠幫助工程師更好地理解和改進生產(chǎn)過程,提高產(chǎn)品質量和生產(chǎn)效率。在數(shù)據(jù)分析時,還需要注意數(shù)據(jù)的質量問題,如是否存在缺失值、異常值,數(shù)據(jù)是否準確等。根云-工業(yè)連接(工業(yè)數(shù)據(jù)采集平臺)通過采集折彎工藝智能化過程中的各類數(shù)據(jù),保證數(shù)據(jù)的及時性、真實性和準確性,為后續(xù)數(shù)據(jù)分析和建模奠定基礎。
2、數(shù)據(jù)實時采集完成后,將直接上傳至工業(yè)互聯(lián)網(wǎng)平臺進行數(shù)據(jù)計算、分析和應用開發(fā),數(shù)據(jù)分析基于相應的折彎算法,從而形成相關應用進行落地,如指標分析、設備報警、關鍵信息推送等。
3、基于工業(yè)互聯(lián)網(wǎng)平臺形成面向不同角色的應用,典型應用場景如下:
(1)設備管理人員:
根據(jù)折彎程序開始時間、折彎結束時間,工業(yè)互聯(lián)網(wǎng)平臺可運算出設備在線率、設備作業(yè)率、作業(yè)工時等基礎需求數(shù)據(jù),供設備管理人員管理使用;
(2)中層管理人員:
平臺通過計算提供工藝執(zhí)行率、設備瓶頸率、設備完好率等,滿足中層管理人員的決策分析;
(3)其他角色:
針對核心參數(shù)如模具的開口尺寸、上模的下壓量、板材厚度等數(shù)據(jù)也可采集至工業(yè)互聯(lián)網(wǎng)平臺,結合不同需求的模型、算法,把結果推送給其他用戶,如工藝問題推送給工藝工程師,設備使用情況推送給制造工程師,設備產(chǎn)能使用情況推送給排產(chǎn)工程師等。
3.3 折彎智能化應用價值
隨著數(shù)據(jù)量的逐步增加,我們可以預期機器學習將逐步走向成熟,最終達成具有自適應、自決策、反向控制等特性的智能化目標。在實現(xiàn)折彎智能化之后,折彎機的有效作業(yè)率可以提升至60%-80%,零件的一次成型合格率也有可能升至100%。此外,折彎工藝的專業(yè)技術知識經(jīng)驗也將全部集成至系統(tǒng)中。





















